Классификация и маркировка сварочных аппаратов
Обычно для кузовных работ используются сварочные полуавтоматы с маркировкой MIG и MAG. Эти аббревиатуры расшифровываются следующим образом:
Полуавтоматы с маркировкой MIG
MIG — в место сварки подается определенная разновидность инертного газа (обычно это гелий или аргон). Благодаря воздействию газа, не происходит окисление металла, и получается качественный шов.
MAG — вместо инертного газа подается активный, т.е. углекислота. При этом выделяется кислород, а значит нужно нейтрализовать окисление металла. Это обеспечивается благодаря особому составу проволоки — в нее добавляется кремний или марганец. Нужно отметить, что себестоимость сварки с помощью аппаратов MAG получается ниже, чем у других, а также создается высокий наплавляющий коэффициент.
Общее достоинство полуавтоматической газовой сварки — в отличие от электродуговой, она не разрушает цинковый слой, которым покрыт кузов автомобиля. Также она позволяет работать при более низких температурах — около +1000°С.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Принципы сварки инвертором
Инвертор – сварочный аппарат с высокой частотой преобразования тока (30–40 кГц вместо обычных сетевых 50 Гц). Это компактный, но мощный агрегат малых размеров и небольшого веса, работа с которым имеет ряд преимуществ:
- легкий вес аппарата облегчает работу с ним;
- сварка инвертором происходит быстро, металл нагревается до высокой температуры мгновенно;
- сварочный ток остается стабильным при перепадах напряжения, не создает излишних нагрузок для сети;
- устройство экономично – потребляет на 15–20 % меньше электроэнергии по сравнению с другими агрегатами;
- разбрызгивание расплавленного металла не интенсивное;
- основы сварки инвертором несложны, освоить процесс может каждый автолюбитель.
Научиться работать с инвертором не сложно, потренируйтесь на каких – нибудь железных обрезках
Недостатки прибора в том, что он недешев, и толщина соединяемых листов металла небольшая – до 3 мм. Профессионалы позиционируют устройство как лучший аппарат для сварки в бытовых условиях, но мастера предупреждают о его частых поломках.
Чтобы научиться правильно варить инвертором, потребуется розетка с напряжением в сети 220 В, металлическая заготовка, электроды, сам инвертор и неделя времени для освоения навыка. Диаметр электродов, достаточный для применения в бытовых условиях, составляет 2–5 мм, причем марка и диаметр электрода влияет на получение прочного сварного шва. Перед началом работы в инверторе выставляют силу тока – она зависит от толщины детали и электрода. Значение силы тока определяют по таблице, которую производители для облегчения задачи помещают на корпусе устройства.
Для работы со сварочным аппаратом обязательно применяются средства защиты – маска, перчатки, огнезащитный комбинезон.
Инверторная сварка своими руками облегчается встроенными в электронику инвертора высокотехнологичными функциями:
Hot start (в переводе «горячий старт») – моментальный поджиг дуги, он вызывают трудности у начинающего сварщика.
Ark force («сила дуги») увеличивает ток и препятствует залипанию электродов, которое возникает, если приближать электрод к свариваемой детали слишком быстро.
Anti-sticking («против прилипания»). Если электрод прилип, то функция отключает ток, перегрев аппарата предотвращается.
Сварочный процесс начинается с поджига дуги, затем электрод подносят к свариваемой детали и удерживают под углом на расстоянии, равном нескольким миллиметрам. Следующий шаг – заливают края соединяемых деталей расплавленным металлом. После остывания сварочного шва окалину отбивают молотком или убирают щеткой с металлическими зубьями. Начинающим мастерам лучше поучиться варить инвертором на пробной заготовке.
Для получения прочного сварного шва важно учитывать полярность при сварке инвертором. При сварке возникает положительный и отрицательный заряд, электроды также обладают полюсами
При прямой полярности (минусом электрода к дуге) зона расплавления узкая и глубокая, при обратной (плюсом электрода к дуге) – широкая и мелкая. Обратная полярность при сварке инвертором используется для исправления дефектов на участке небольшой толщины, где есть опасность прожечь металл, и для сварки нержавейки инвертором – в силу химических особенностей сплава она сложнее поддается обработке.
ТОП-5 полуавтоматов для кузовных работ
На рынке встречается разнообразие моделей данной техники, поэтому у покупателей часто возникает вопрос – какой полуавтомат выбрать для кузовных работ. Для этого стоит рассмотреть самые популярные и качественные модели:
Ресанта САИПА 165 – популярный полуавтомат, который занял почетное место, благодаря доступной стоимости. На отечественном рынке аппарат с максимальной силой тока в 160 А нашел применение как в частном использовании, так и в ремонтных мастерских. Продолжительность включения здесь достигает 70%. Для бытовых нужд он является одним из лучших вариантов, так как здесь имеются дополнительные функции в виде быстрого розжига дуги и прочих.
Ресанта САИПА 165
Avrora Overman 160 – недорогой полуавтомат для кузовных работ, который отличается высокой надежностью
Для бюджетного сегмента это очень важно. Данная техника поддерживает MIG/MAG
Время беспрерывной работы – 60%. Мощность сварочного аппарата 220В составляет 4 кВт при максимальной силе тока в 160 А. диапазон рабочего напряжения допускает небольшие просадки и превышения в пределах от 187 до 253 Вольт. Изделие хорошо показывает себя даже при работе в пыльных помещениях. Оно отличается долговечностью.
Avrora Overman 160
Avrora Speedway 175 – наиболее функциональный аппарат в данной отрасли. Он относится к средней ценовой категории. Помимо того, что его используют как полуавтомат, сварочный аппарат поддерживает ручной дуговой режим. Допустимое напряжение находится в пределах от 187 до 253 Вольт. Максимальный сварочный ток – 175 А, при этом потребляемая мощность будет 4,8 кВт. КПД составляет 80% – это очень высокий показатель для инверторов такого типа. Здесь присутствует дополнительная функция VRD. Вес конструкции составляет 12,5 кг.
Avrora Speedway 175
Сварог MIG 250 Y – среди профессиональных моделей это самый надежный вид техники для кузовных работ. Он прошел аттестацию комитета НАКС. Основные функции конструкции рассчитаны на сварочные процессы MIG и MAG. Профессиональное использование в промышленных целях обусловлено тем, что максимальная сила тока здесь составляет 250 А. При данных показателях непрерывное включение допускается до 60%. Рассматривая, сколько потребляет инверторный сварочный аппарат, следует также взглянуть на максимальное значение, которое составляет 9,2 кВт. К преимуществам модели нужно отнести и качество сборки.
Сварог MIG 250 Y
Blueweld Vegamig 250/2 Turbo – универсальный инвертор для кузовных работ среди профессиональных моделей. При эксплуатации от трехфазной сети максимальная мощность достигает 7 кВт. Пределы регулирования сварочного тока составляют от 35 до 260 Ампер. Модель может соединять практические любые металлы и их сплавы, так как имеет тонкие настройки. Диапазон диаметров проволоки – от 0,6 до 1 мм. Внутри устройства находится катушка с проволокой. Техника массивная, около 50 кг, так что для ее передвижения используются специальные приспособления. Сюда можно устанавливать любые катушки и горелки.
Blueweld Vegamig 250/2 Turbo
Рекомендации по сварке кузовных конструкций полуавтоматом
Каждый мастер настраивает оборудование, в соответствии с удобством работы для себя, а также необходимыми требованиями для режима сварки, в зависимости от используемого металла. Для отечественных кузовов часто применяется максимальный размер проволоки в 1 мм, а с зарубежными – требуется более тонкая работа, и лучше подбирать проволоку в 0,7 мм.
Поверхность кузова всегда требуется очищать от краски, ржавчины и других видов загрязнений. Подготовительные мероприятия, как и при других разновидностях сварки, играют очень важную роль.
Следует уделить внимание скорости подачи проволоки, так как это существенно влияет на качество работ, хотя и определиться с точными параметрами можно только с опытом.»
Заключение
Среди большого разнообразия вариантов можно подобрать подходящую модель в любом требуемом ценовом сегменте. Встречаются полуавтоматы сварочные для кузовных работ без газа, с газом и прочие. Главное здесь – учесть специфику задач, которая требует от техники надежности и возможности тонко настраивать рабочие характеристики.
Источник
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
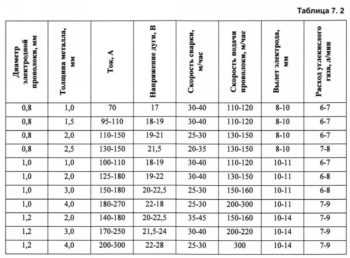
Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
,
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Охрана труда и техника безопасности при сварке

- Высокая температура. Ожог может причинить сама дуга, раскаленный металл свариваемых деталей, держатель электрода или горелка.
- Световое излучение, поражающее сетчатку и роговицу глаз.
Не смотрите на дугу находясь вблизи от места сварки, даже мельком. При самостоятельной работе использование маски — обязательное условие.
Ожог вызывает резь, ощущение «песка» под веками. Помогут глазные капли, из народных средств — прикладывание к глазам ломтиков сырого картофеля. Обязательно обратитесь к врачу-окулисту.
- Электрический ток.
Перед тем как впервые приступить к сварке, внимательно изучите правила безопасной эксплуатации оборудования.
Используйте плотную одежду с длинными рукавами, защищающую от брызг металла, перчатки из спилки или плотной ткани. На голову оденьте шапочку или подшлемник.
Транс или инвертор
Рассмотрим плюсы и минусы трансформаторного и инверторного сварочного оборудования. Преимущества и недостатки каждого из них, помогут вам определится с выбором.
Трансформаторный полуавтомат имеет на передней панели простые регулировки:
- скорость подачи проволоки;
- мощность — 1, 2, 3 и т.д. это ступени переключения по ним сварщик ориентируется на толщину металла. Например для сварки металла 3 мм, выставляют на аппарате 4 или 5 (у каждого свои настройки);
- многие трансформаторы имеют пуско-зарядное устройство (удобная функция для авто).
Транс состоит из трансформатора, диодов для выпрямления напряжения, резисторов и тиристоров, механизма подачи проволоки.
Минусы трансформаторных полуавтоматов:
- большие габариты и вес;
- чувствительны к просадке напряжения в сети. Например, при понижении напряжения, сварщик добавляет мощность на аппарате и продолжает работу. При повышении напряжения, мы получаем прожог металла;
- кушают напряжение, просаживая сеть, по улице моргает свет у всех (соседи выражают недовольство).
- спалить трансформатор тяжело, нужно очень постараться.
- не боится пыли, влаги, температуры. Можно варить круглый год.
Инверторный сварочный полуавтомат для кузовных работ
- нет пуско-зарядного устройства;
- электроплаты собирают пыль, что уменьшает долговечность аппарата;
- много деталей, любая может выйти из строя;
- инвертор отказывается работать при минусовых температурах.
- плавная регулировка мощности с цифровым дисплеем;
- качественный шов, аппарат сглаживает скачки напряжения;
- небольшой вес;
- варит при пониженном напряжении и длинном удлинителе;
- экономно расходует электроэнергию;
- более высокий КПД по сравнению с трансформатором.
Видео:
Полезные рекомендации
Итак, вы определились с выбором
На что ещё обратить внимание, при покупке полуавтомата для гаража:
- Горелка самая изнашиваемая часть, она должна сниматься, иметь евроразьем. Встроенная горелка рассчитана на максимальный ток 130 А.
- Возможность замены полярности. На массе плюс, на горелке минус для сварки с помощью порошковой проволоки, без баллона углекислоты. Порошковая проволока с наполнителем внутри, требует обратной полярности.
Клемма минусового зажима с завода идет с пружиной, её лучше заменить. Купите клемму, где две части соединены специальной шиной. Так вы уменьшите падение тока и потерю упругости пружины.
Итак, какой сварочный полуавтомат выбрать для ремонта автомобиля? Владельцы трансформаторов утверждают, что лучше их оборудования ничего нет, а обладатели инверторов говорят обратное. Выбор за вами!
Видео:
Как варить кузовной металл
Каждый автослесарь подбирает настройки оборудования под себя. Например, для 1 мм советского металла и 0.7 мм иномарочного на трансформаторном аппарате выставляют мощность на 1 или 2. Подачу проволоки в среднее значение. Давление с баллона на полуавтомат 0.1 МПа.
Перед работой, металл автомобиля очищается от краски, грунта и ржавчины. Выставляется нормальная подача проволоки:
- При низкой подаче, шов получается плохой.
- При максимальной подаче, шов похож на бугор, идет перерасход проволоки.
- Оптимальное значение выхода проволоки из горелки до сварочной поверхности 1 см.
Видео:
Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Проводим работы своими руками
Ремонтировать автомобиль самостоятельно лучше оборудованием, выпущенным заводским способом, но при желании используют подручные средства или изготавливают сварочный автомат из инвертора своими руками. Подготовка к сварке предусматривает обеспечение пожарной безопасности, собственной защиты и автомобиля. Для этого освобождают захламленный выход из помещения, ставят ведро с водой, надевают средства индивидуальной защиты и накрывают необрабатываемые части автомобиля.
Ржавые детали снимаются с автомобиля, прогнившие места вырезаются. Для этого понадобится просверливание, использование болгарки или автогена. Обрезанные края зачищаются и покрываются грунтом.
Сварка кузова заключается в заделке дыр, наваривании новых деталей к корпусу или выпрямлении вмятин. Приваривать новые детали и ставить заплатки лучше стежками длиной 2 см с расстоянием между ними 5 см – в данном случае конструкция получится жесткой, а затем обработать оставленные промежутки.
Если сварочные швы на внешней детали, то они зачищаются болгаркой и шлифуются.
Сварка требует наличия расходных материалов, оборудования, умения с ним обращаться. При тщательном изучении вопроса и наличии практики кузовной ремонт легко делается без привлечения посторонней помощи.
Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова
Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части
Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Подготовка и настройка

При работе инвертором предварительно настраивают полярность. Обычно тонкий металл варят на обратной полярности, при которой деталь греется меньше.
Затем подбирают электрод, подсоединяют кабели, подключают электропитание.
Прежде чем варить полуавтоматом проверяют давление на выходе редуктора баллона с углекислотой, при необходимости регулируют.
Не зависимо от устройства для сварки, рабочее место должно быть оборудовано вентиляцией. Позаботьтесь о достаточном освещении. Оно сделает работу удобной, повысит качество, снизит нагрузку на глаза.
Уделите внимание защите от возможных повреждений остальных элементов машины. Это касается шин, внутренней отделки салона, пластика, электропроводки и т.п
Места сварки необходимо зачистить от краски и ржавчины. При необходимости сильно разрушенные части удалить.
Для сварки глушителя ремонта других съемных частей их лучше демонтировать.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.






Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Какие задачи позволит решить?
На полуавтомате можно производить сварку тонкого металла и соединять детали разной толщины, как например, при замене порогов. Можно выбирать соответствующие режимы и электроды, варить алюминий и дюраль.
На полуавтоматах сварка проводится с большой скорость, что важно для предприятий с большими объемами работ. Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины
Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины.