Переделываем аппарат своими руками
Переделка сварочного аппарата из переменки в постоянку не так сложна, как может показаться на первый взгляд. Вам даже не придется покупать отдельный сварочный аппарат, работающий на постоянном токе. Вы можете самостоятельно собрать так называемую «приставку» для имеющегося у вас сварочного трансформатора переменного тока. Приставка подключается в к трансформатор и преобразовывает переменный ток в постоянный.
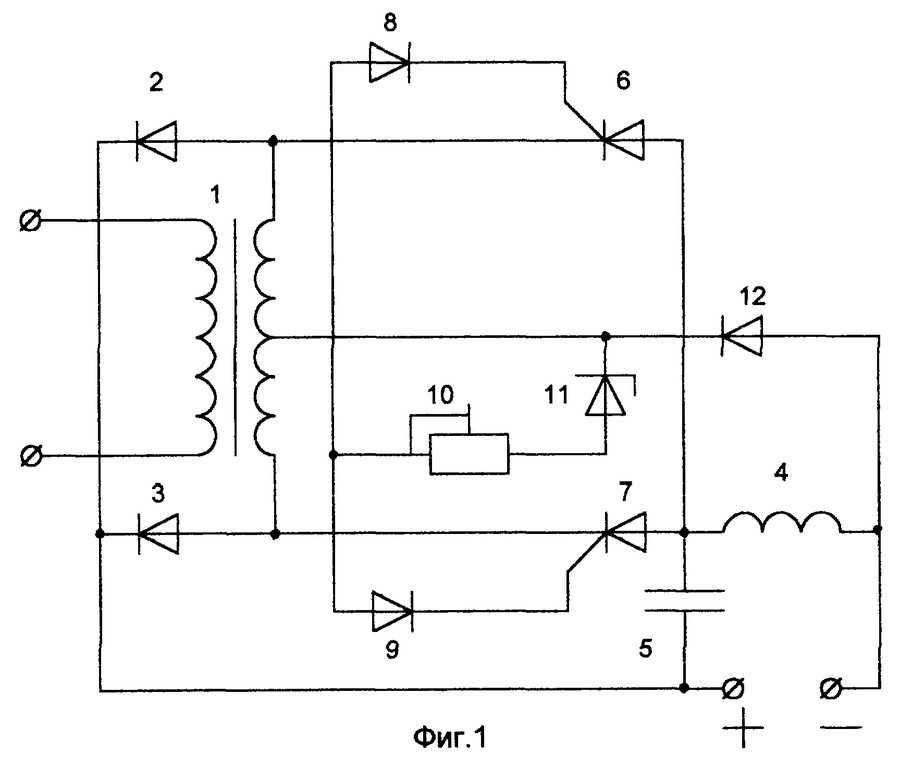
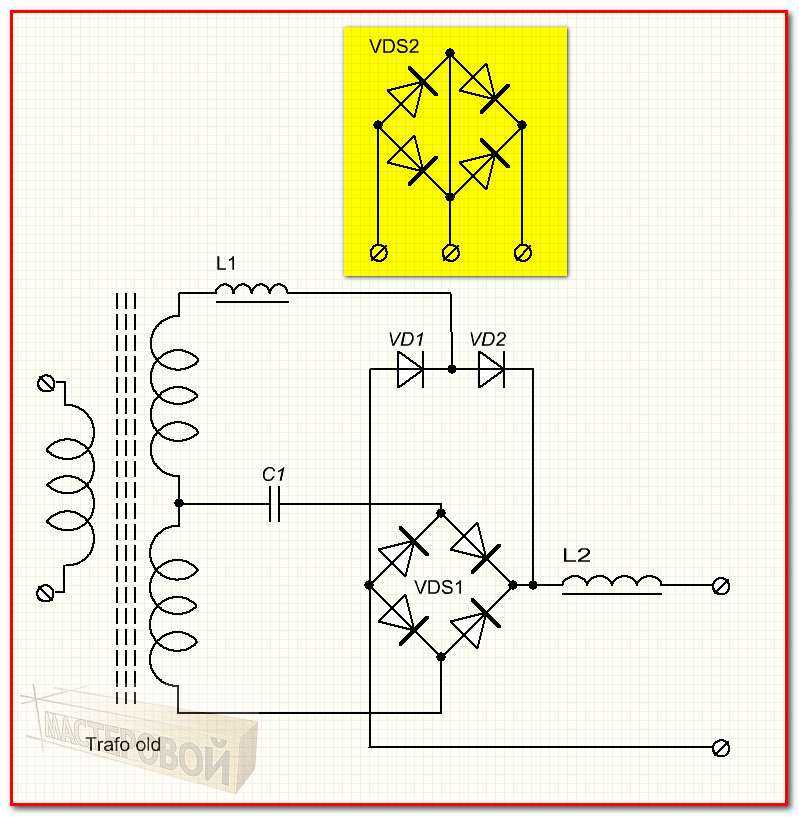
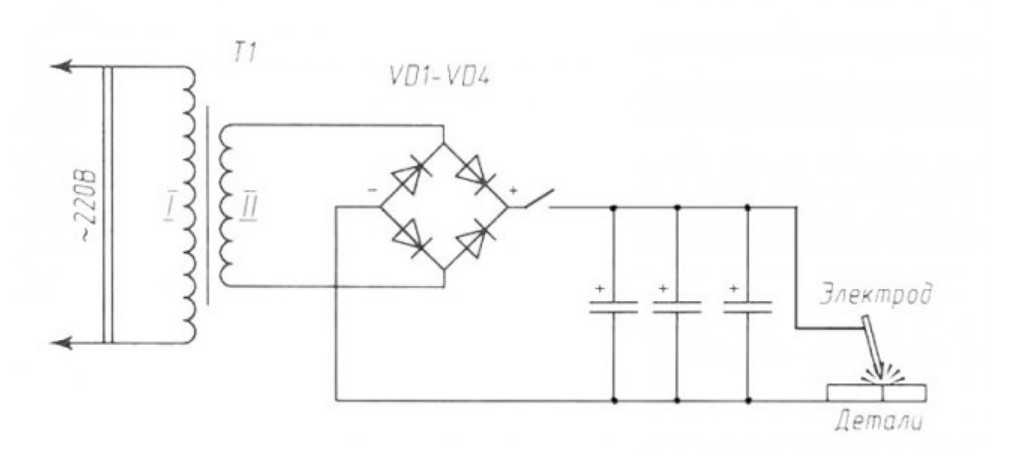
Ниже показана простая схема такой приставки.
Эта приставка, по сути, играет роль мини-выпрямителя. Собирается на диодах (VD1-VD4). Есть дроссель (L1). Благодаря ему дуга поджигается гораздо проще и горит стабильнее. Приставка не встраивается в трансформатор, а является отдельно стоящим устройством. Как уже говорилось выше, подключается прямо к трансформатору переменного тока.
Немного о деталях. В качестве диодов рекомендуем выбрать В200, Д161-320 или Д161-250. Они крепятся на радиаторы. Дроссель собирается на сердечнике от трансформатора типа ТС-270. Его можно купить с рук или демонтировать с лампового телевизора. Все обмотки нужно удалить и намотать новые. Рекомендуем 20-30 витков. Используйте медные провода. Оптимальная сечение — 16-22 мм2. Между половинками сердечника нужно положить прокладки из текстолита. Их оптимальная толщина — 0.3-0.5 мм.
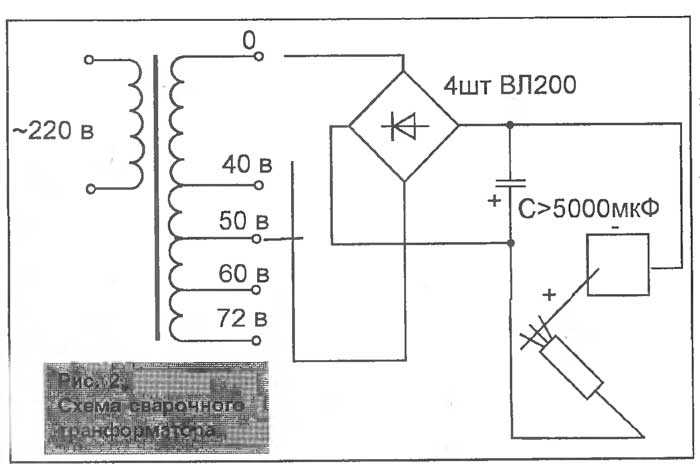
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
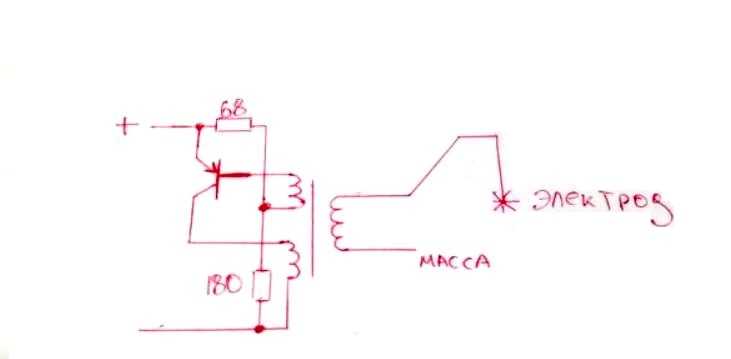
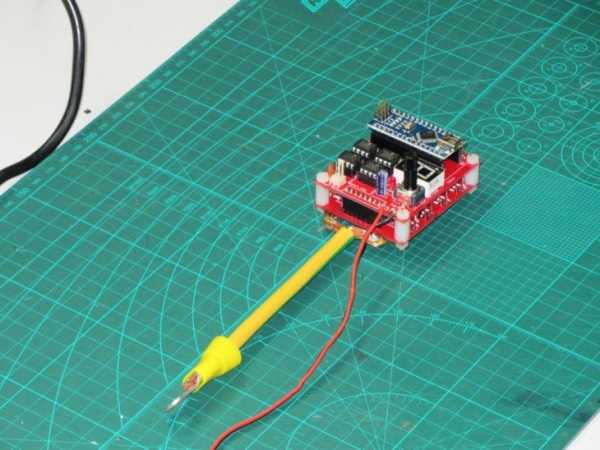
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
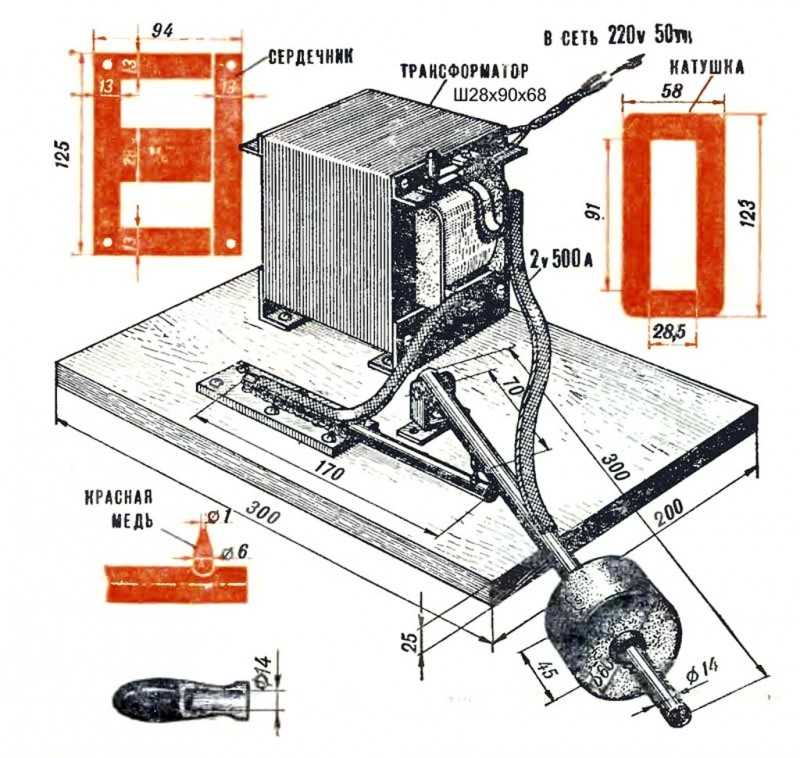
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
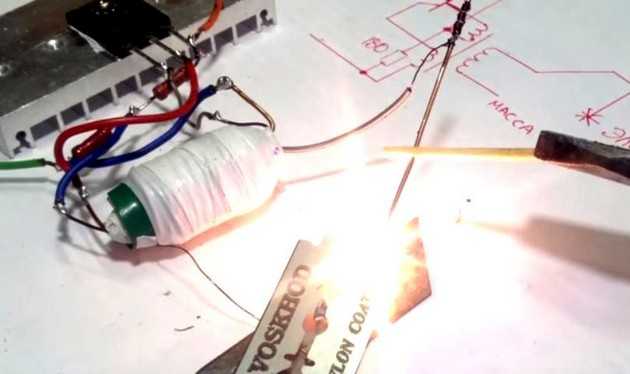
В качестве сварочных электродов можно использовать толстую швейную иглу.
Как улучшить клемму массы?
С этой проблемой сталкиваются, как правило, начинающие сварщики. Приобретается бюджетный инвертор ручной дуговой сварки для сварки дома: для забора, ворот, навеса и т.д. Такой инвертор, стоимостью 6-10 тыс. рублей и выше комплектуется прищепкой «Крокодил». Помимо прочих отрицательных сторон такой прищепки, о которых уже говорилось выше, она, вероятнее всего, имеет стальные губки, покрытые тонким слоем гальванической меди (чтобы создавалось впечатление, что они медные). Проверить медь это или сталь очень просто, нужно поднести магнит. Если магнитится – значит сталь. Обычно еще не магнитится пищевая нержавейка в ненагартованном состоянии, но это уже совершенно другая история (читайте статью «Как определить, какой металл»).
Чем грозят стальные губки? Будут греться – сталь гораздо худший проводник, чем медь или латунь. Чтобы это не произошло, вы можете переделать дешевую прищепку стоимостью 40-50 руб. (если, конечно, у вас в хозяйстве найдется немного меди или латуни, например, пластина или трубка, шина).
Что нужно сделать? Нужно открутить родные губки, которые держатся на болтах, и по ним, как по шаблону, сделать другие губки. Достаточно, чтобы они в сечении представляли собой русскую букву «П». Без особых усилий вы получите хороший контакт на некачественной прищепке!
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.

Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.

Обратите внимание!
- Тиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначений
- Топор своими руками (67 фото) — создаём боевой, декоративный и рабочий инструмент
- Правила создания вывески своими руками: красивая и привлекательная наружная реклама (63 фото + видео)
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.









Опытные сварщики не рекомендуют перегревать оборудование. Это может стать причиной сгорания важных деталей.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Полуавтомат Саныча
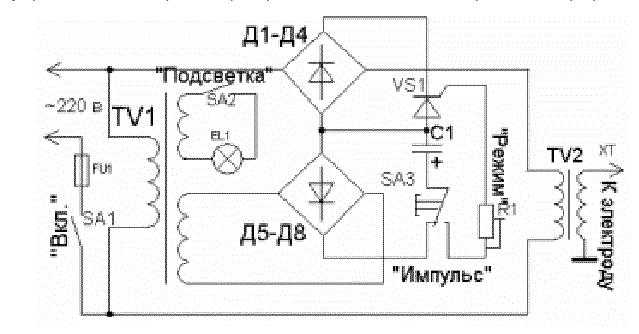
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Рисунок 13 — Схема сварочного устройства
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
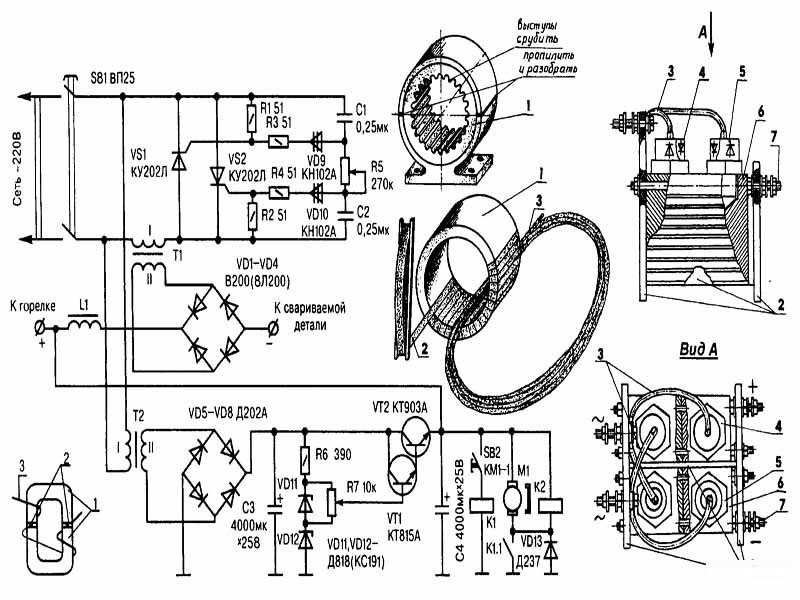
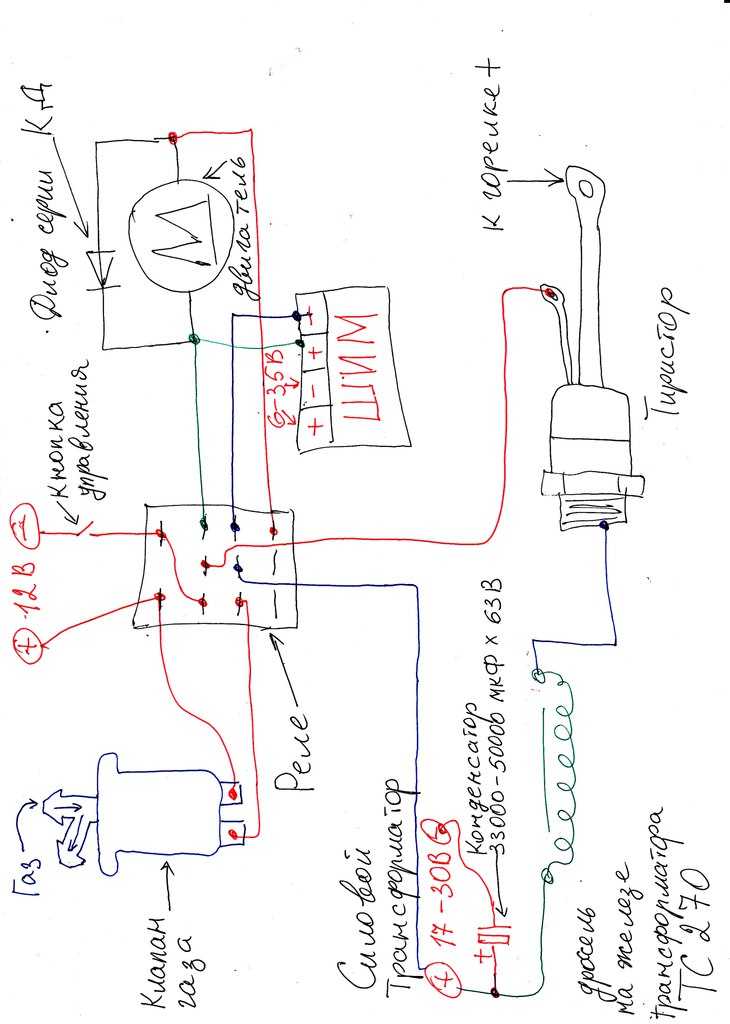
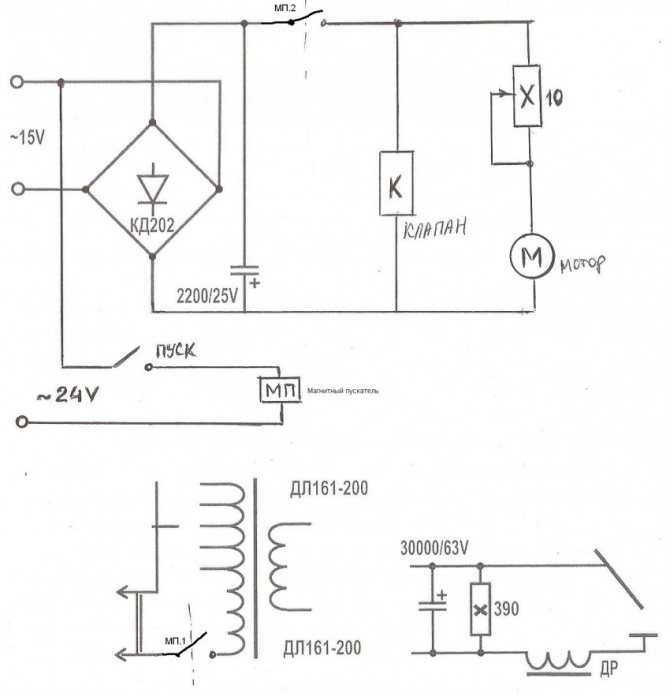
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
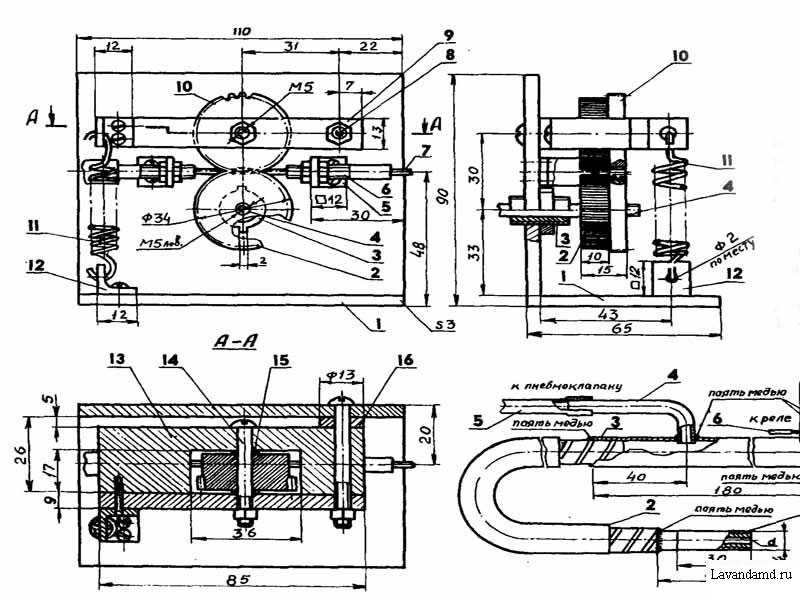
Рисунок 14 — Подающий механизм для проволоки
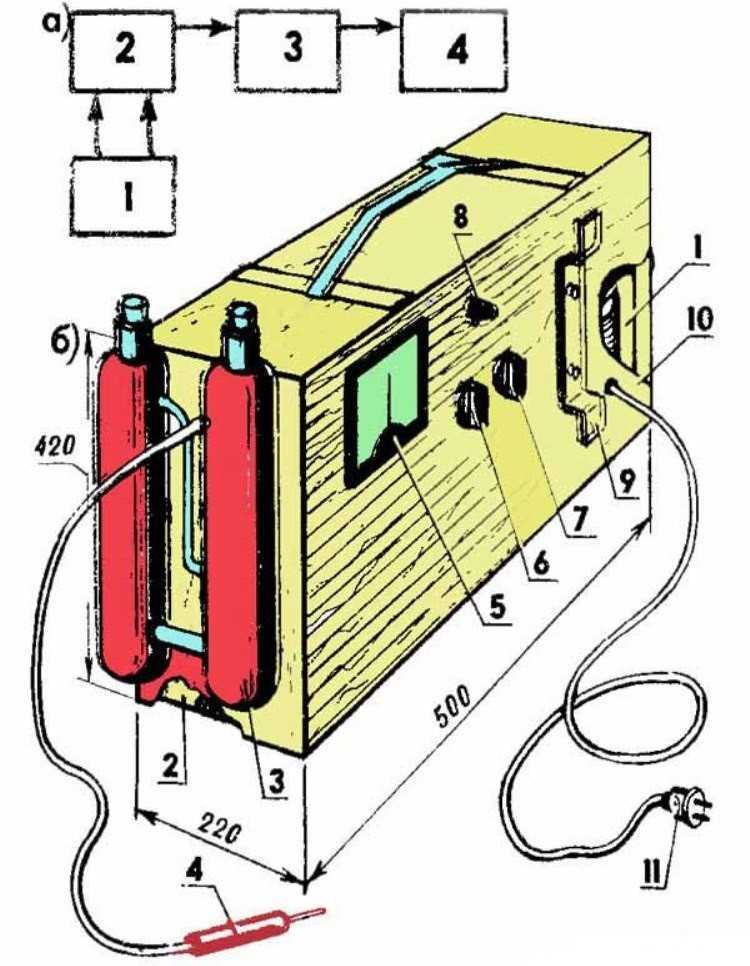
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Рисунок 15 — Чертеж с размерами корпуса
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Устройство и принцип работы оборудования
Для понимания характера функционирования прибора нужно хорошо знать физику. Получаемая при включении осциллятора дуга не меняет своих параметров при увеличении зазора между электродом и обрабатываемой деталью.
Конструкция осциллятора включает следующие элементы:
- Трансформатор повышающего типа. Используется для изменения амплитуды напряжения.
- Колебательный модуль, имеющий стандартное строение. Он включает конденсаторы и индуктивные катушки. Контур применяется для создания высокочастотных колебаний.
- Разрядник – воздушный зазор, в котором появляется искра.
Устройство может быть дополнено датчиками, автоматизирующими работу оборудования, помогающими контролировать ее. Если осциллятор включается в состав аргонодугового аппарата, его снабжают клапаном впуска газа. Микропроцессор подает команду на открытие элемента в нужные моменты. Осциллятор оснащается системой безопасности, предотвращающей выход аппарата из строя.
2 Как сделать своими руками сварочный агрегат?
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические «дебри» мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).

Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.

Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения «вторичного» провода берется на уровне 25–30 квадратных миллиметров, «первичного» – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.

После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Рекомендации, как продлить жизнь зажиму типа «Крокодил»
Главная конструктивная особенность такой сварочной массы – пружина, обеспечивающаяся быстрое закрепление на металле. Она же является «ахилесовой пятой» приспособления.
Понимание принципа работы массы типа «крокодил» позволяет продлить ей время жизни и не угробить после двух-трех работ по сварке. О чем идет речь. На любом зажиме есть полоса (омедненная или латунная), которая передает контакт от одной прижимной губки к другой. Если не следить за ее состоянием и неправильно подключать массу к металлу, она может испортиться. Часто возникающая неисправность: контакт, который подходит с помощью провода к одной прижимной губке, может проскочить через пружину к другой. Как следствие, пружина начинает греться, что приводит к потере ее твердости и пружинящих свойств (в металлургии этот процесс называется отпуском), направленных на надежное крепление зажима на поверхности металлического изделия. Из-за этого масса разрушается быстрыми темпами. Для поддержания работоспособного состояния, нужно следить за состоянием полосы: она не должна касаться металла при подсоединении. Фото наглядно демонстрируют, что имеется ввиду.
Неправильный контакт
Правильный контакт
Приобретите «крокодил» для профессиональной работы. Какие положительные стороны он, как правило, имеет:
- правильна конструкция (полоса утоплена так, что ее невозможно коснуться)
- качественные материалы,
- более мощная пружина;
- больший обхват (иногда он просто не заменим).
Берите с запасом на 400 -500А.
Особенности подготовки трансформатора
Чтобы понять принцип подготовки трансформатора для самодельного сварочного полуавтомата, стоит принять во внимание, что это такое же устройство, которое эксплуатируется в микроволновой печке. Изделие представляет собой две бобины с изолированным медным проводом
Одна обмотка – первичная, другая – вторичная. Именно оно будет служить основой самодельного инвертора
Изделие представляет собой две бобины с изолированным медным проводом. Одна обмотка – первичная, другая – вторичная. Именно оно будет служить основой самодельного инвертора.
Видео:
За счет разного числа витков проволоки, вначале подача тока идет на первичную бобину, после чего посредством индукции во вторичной бобине напряжение снижается, и увеличивается сила тока.
Но если используется для изготовления инверторного сварочного полуавтомата трансформатор, изъятый из микроволновой печи, его нужно переделать.
Поэтому нужно сделать так, чтобы сила тока стала больше, а показатель напряжения снизился.
Здесь стоит учесть: при высокой силе тока не исключается возгорание электрода и порча металлического материала, слабый ток станет причиной ухудшенного качества сварки.
Видео:
Чтобы сразу же после изготовления не пришлось делать ремонт сварочного полуавтомата, нужно сделать грамотные расчеты.
Переделывать своими руками нужно вторичную обмотку – вначале снимается старая обмотка, затем аккуратно наматывается новая, для которой нужно брать провод, покрытый слоем эмали.
Рассматривать толщину используемого провода и число витков здесь не будем, так как данные параметры будут зависеть от типа переделываемого трансформатора.
Но чтобы вычислить нужные параметры, можно воспользоваться онлайн-калькуляторами. Как только будет проделано нужное число витков, обмотку нужно покрыть токоизолирующим веществом.
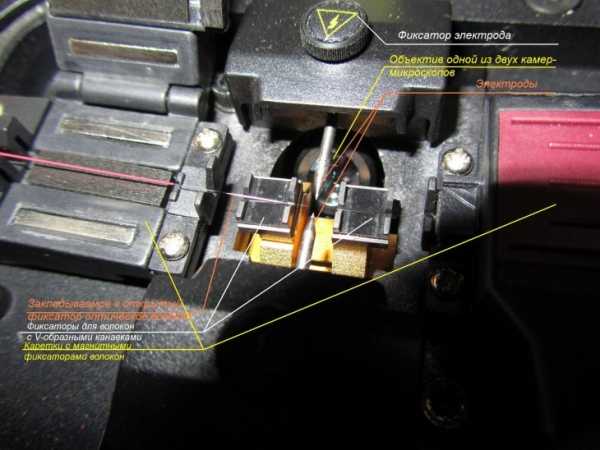
Сферы применения контактной сварки
Контактная точечная сварка используется для изготовления конструкций из различных металлов и их сплавов. Данная технология отличается экологичностью, прочностью соединения, скоростью и лёгкостью автоматизации процессов. Именно благодаря этим характеристикам точечную сварку широко используют:
- в автомобильной промышленности;
- в судо- и самолётостроении;
- в производстве электроники;
- в ювелирном деле;
- в производстве товаров народного потребления и т.д…
Самодельная контактная сварка не отличается такой мощностью и возможностями, как промышленный агрегат, тем не менее, и она может использоваться для соединения деталей из всех типов стали и сплавов. Для домашней мастерской можно сделать сварочный аппарат из обычной старой микроволновки. Ниже мы рассмотрим, как самостоятельно изготовить контактную сварку из деталей от печи СВЧ.
ФОТО: ukkb.ruФОТО: i.ytimg.comФОТО: svarca.ru
Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.
Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В. От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат. Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Принцип работы
Чтобы понять принцип работы стандартного полуавтомата не нужно обладать глубокими знаниями в области физики и химии. Ведь принцип довольно прост и понятен даже для новичка.
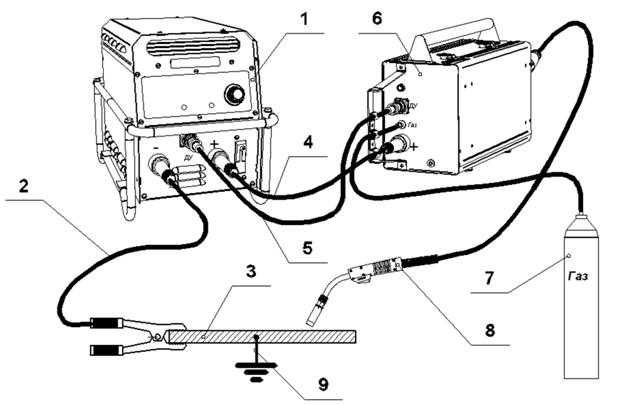
Сварщик, начиная сварку, направляет горелку в сварочную зону. Одновременно с этим в полуавтоматическом режиме подается сварочная проволока (проволока заправляется в горелку, поэтому в процессе у вас будет занята всего одна рука, что очень удобно). Вместе с проволокой подается струя защитного газа. Между проволокой и заготовкой в смеси газов образовывается разряд, из-за чего металл плавится. Затем он смешивается с расплавленной проволокой, и сварщик может начать формировать шов. Технология проста и понятна, а для ее выполнения нужен лишь баллон с газом и проволока. Газ защищает сварочную зону от окисления, а проволока помогает формировать качественный шов.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
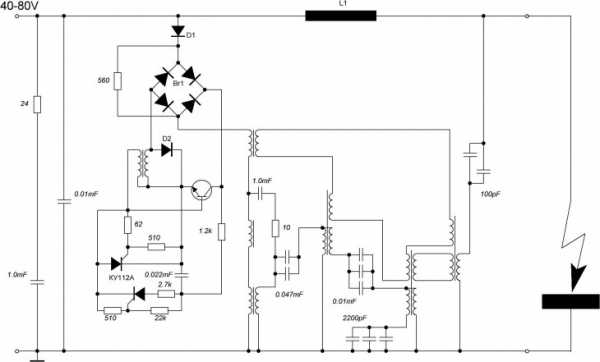
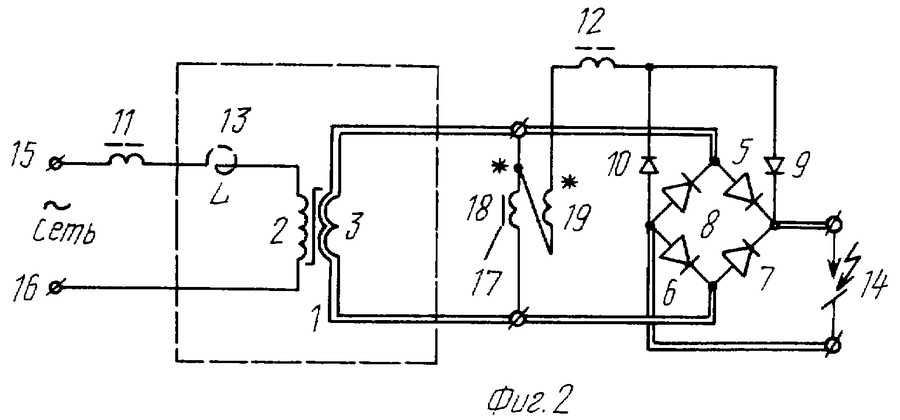
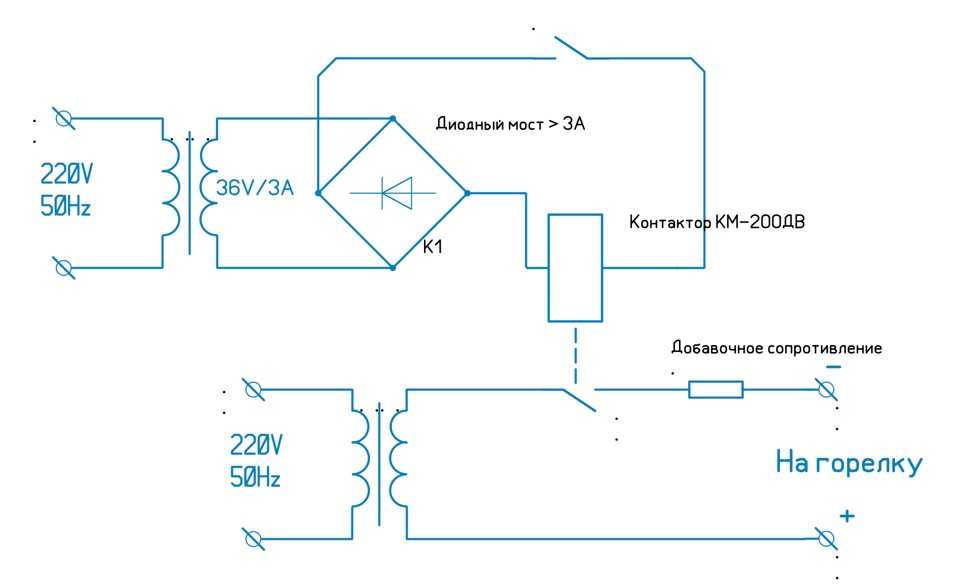
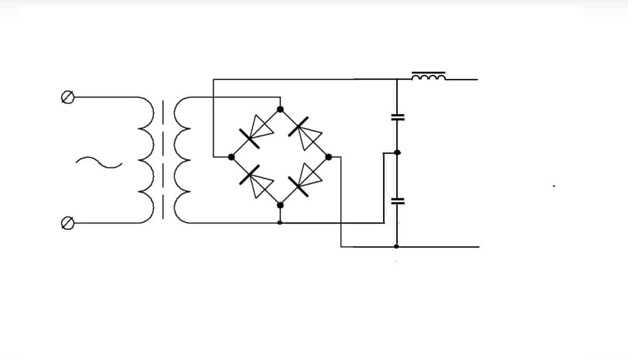
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке
Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
https://youtube.com/watch?v=videoseries



